Explorez les lignes de produits d’Eddyfi Technologies
Standardiser les méthodes d'essai par ondes guidées et le rôle de Sonyks™
Demandez à un expertLe test par ondes guidées (GWT) a été mis au point dans les années 1990 pour détecter la corrosion dans les pipelines, et les premiers produits ont été commercialisés au début des années 2000. En suivant des procédures bien définies et des normes internationales telles que la norme ISO 9690, le GWT s'est avéré être une technique d'inspection fiable pour identifier les défauts de corrosion, en équilibrant la sensibilité (5 % de perte de surface de section) et la portée [jusqu'à 30 mètres (100 pieds) sur une conduite en surface typique]. Les progrès récents de la technologie des ondes guidées nécessitent une meilleure standardisation de la méthode et une clarification de la terminologie pour la différencier des autres méthodes à ondes ultrasoniques. Cette note d'application vise à définir la technologie des ondes guidées en utilisant la fréquence d'essai comme principal facteur de différenciation.
Les défis
Standardiser et clarifier le langage autour des tests par ondes guidées pour les différencier des autres méthodes utilisant des ondes ultrasoniques
Les essais par ondes guidées sur les pipelines utilisent des ultrasons à basse fréquence (environ 20-200 kHz) pour détecter la corrosion en propageant le son axialement le long de la conduite. Les modifications de la section transversale de la conduite provoquent une réflexion du son vers l'outil, ce qui permet de détecter les défauts sans qu'il soit nécessaire de placer les sondes directement au-dessus de la zone à inspecter. Malgré sa valeur en termes de productivité et de capacité d'inspection unique, le terme général de "test par ondes guidées" est devenu trop vague pour les inspections spécifiques de pipelines. Il est nécessaire de séparer le GWT en catégories distinctes afin d'éviter toute confusion.
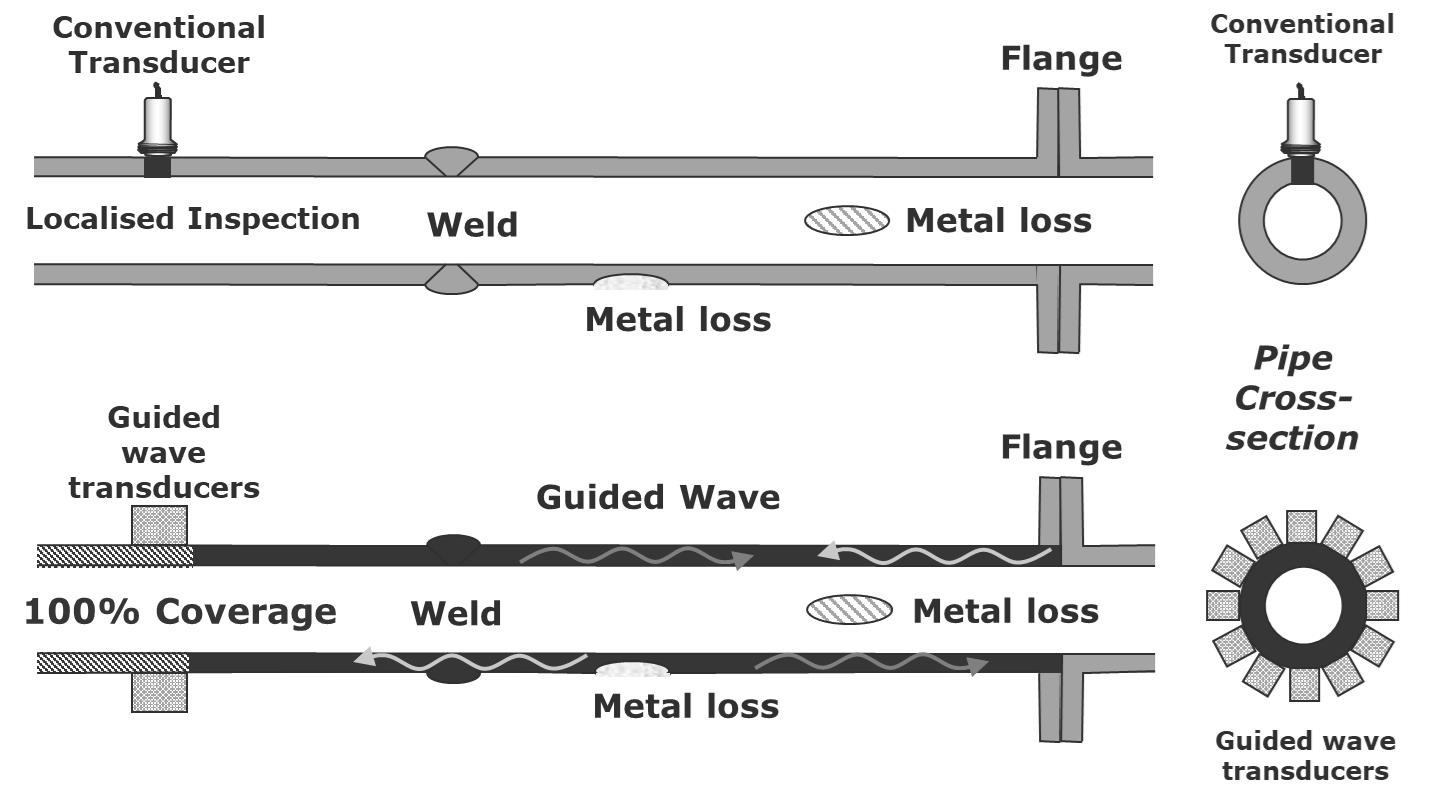
Figure 1: Comparaison entre le GWT et les méthodes conventionnelles de CND montrant que la perte de métal peut être détectée sans que l'outil soit placé directement au-dessus de la perte de métal.
Les solutions
Catégoriser le contrôle par ondes guidées en trois sous-catégories basées sur la fréquence : Contrôle par ultrasons à longue portée (LRUT), contrôle par ultrasons à moyenne portée (MRUT) et contrôle par ultrasons à courte portée (SRUT).

Pour remédier à cette situation, le contrôle par ultrasons dans les conduites peut être divisé en trois sous-catégories en fonction de la fréquence : Contrôle par ultrasons à longue portée (LRUT), contrôle par ultrasons à moyenne portée (MRUT) et contrôle par ultrasons à courte portée (SRUT). Chaque sous-catégorie est définie comme suit :
| Sous-catégorie | Portée de la fréquence | Portée de test attendue | Sensibilité |
|---|---|---|---|
| Contrôle par ultrasons à longue portée | <100kHz (généralement 20-80kHz) | 10s de mètres | 5% de la section transversale |
| Contrôle par ultrasons à moyenne portée | 100-200kHz (généralement 110-150kHz) | Jusqu'à 12m | 1% de la section transversale |
| Contrôle par ultrasons à courte portée | >200kHz (généralement les technologies basées sur le balayage) | 1-2m | En fonction de l'application |
L'instrument Sonyks™ d'Eddyfi Technologies se distingue sur le marché par sa capacité à utiliser à la fois les méthodes de transduction piézoélectrique et magnétostrictive. L'outil magnétostrictif segmenté utilisé par Sonyks permet une focalisation secondaire, fournissant des informations supplémentaires sur les anomalies. Cette méthode est particulièrement adaptée au MRUT grâce à ses outils légers et discrets et à sa fréquence réglable en changeant de bobine, ce qui élimine le tintement souvent observé avec les transducteurs piézoélectriques basés sur le cisaillement. Eddyfi Technologies a introduit des versions LRUT et MRUT de ces colliers, ciblant les inspections de plus petits diamètres [38-200 millimètres (1,5-8 pouces)].
Consultez l'Académie Eddyfi pour notre cours Introduction to Guided Wave Ultrasonic Testing et les cours connexes pour rester au-delà des courants.
Note d'application par Paul Jackson
Avantages
- Amélioration de la clarté et de la compréhension des méthodes d'essai par ondes guidées
- Meilleure adaptation des techniques d'inspection aux applications spécifiques
- Amélioration de l'efficacité de l'instrument Sonyks™
La catégorisation du GWT améliore la clarté et permet aux utilisateurs finaux de choisir la technique d'inspection appropriée. Les options de l'outil Magneto pour la LRUT comprennent l'inspection conventionnelle des pipelines, une fréquence plus basse (64 kHz), une sursensibilité à longue portée, une sensibilité de 5 % et des procédures GWT standard conformes aux normes ISO et ASTM. Les applications du LRUT comprennent l'inspection des croisements de routes à l'aide d'ondes guidées, l'inspection des conduites principales des réseaux d'eau d'incendie et l'utilisation de Sonyks sur le terrain. Le MRUT est idéal pour l'inspection de tuyauteries en usine. Il se caractérise par une fréquence élevée (128 kHz), une sensibilité et une résolution inférieures à 1 % et des longueurs d'inspection allant jusqu'à 10 m avec des procédures spécifiques à l'application. Les applications du MRUT comprennent l'inspection des colliers de serrage sur les tuyaux de petit diamètre, l'inspection des systèmes de gicleurs, la détection de petits défauts dans les canalisations et l'inspection de l'acier inoxydable.
Discutez dès aujourd'hui avec nos experts en CND de l'applicabilité de nos solutions de test par ondes guidées pour votre application spécifique!