Explorez les lignes de produits d’Eddyfi Technologies
Fissuration efficace par fatigue thermique dans les raccords de branchements de pipelines
Demandez à un expertLe bon fonctionnement des canalisations chargées de transporter le contenu dans les différentes zones d'une usine de traitement dépend de l'évaluation régulière de la tuyauterie, y compris de tous les raccords de branchements. Les tuyauteries et autres composants de l'usine étant exposés à des contraintes thermiques cycliques, telles que celles résultant de températures extrêmes ou du contact avec les systèmes de condensat et de vapeur, ils sont plus susceptibles de présenter des fissures de fatigue. Pour maximiser la productivité dans une économie qui exige l'efficacité, l'inspection non intrusive (INI) est nécessaire pour déterminer l'aptitude au service (AFS) de ces actifs en ligne.
Les défis
Fournir de meilleurs résultats à partir de l'examen de la surface intérieure des branchements, généralement difficile d'accès.

Fissuration par fatigue thermique
La fissuration par fatigue thermique, ou TFAT, est une menace réelle pour les raccordements de branchements, et les techniques ultrasoniques conventionnelles à balayage A constituent la méthode NII actuelle pour détecter ce défaut. L'approche traditionnelle des essais non destructifs (END) utilise une technique ultrasonique tangentielle avec une unité de recherche conventionnelle pour localiser l'alésage de la conduite principale, la zone de l'angle de l'alésage et l'alésage de la conduite de branchement. Un opérateur utilise un ensemble de sondes à angle unique pour localiser les fissures émanant des régions concernées. Bien que cette technique se soit avérée efficace pour détecter les dommages, la géométrie de certains raccordements ajoute de la complexité à cette région d'inspection et peut limiter la couverture complète. De plus, il peut être difficile de déterminer avec précision la taille des dommages.
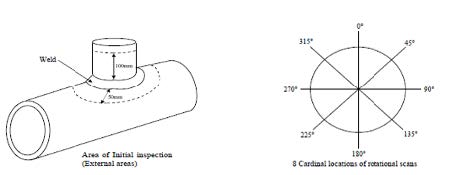
Vue d'ensemble de la zone d'inspection typique
Couverture d'inspection d'un branchement typique
Les solutions
La technologie de contrôle par ultrasons multi-éléments améliore les méthodes d'inspection non intrusives actuelles.
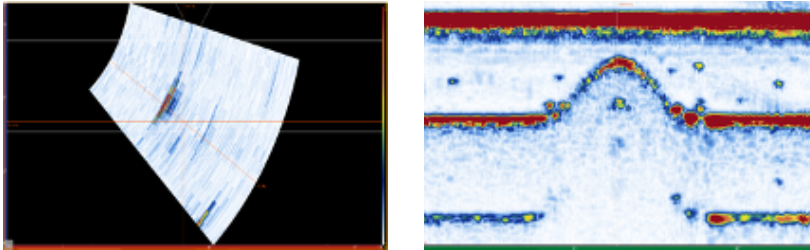
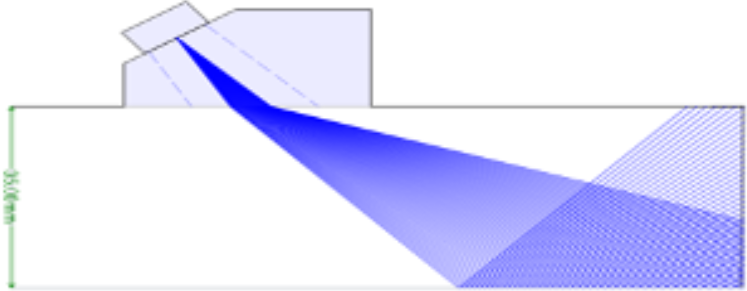
 Balayage sectoriel à partir de la position 0/180 avec réponse en multi-éléments
Balayage sectoriel à partir de la position 0/180 avec réponse en multi-éléments
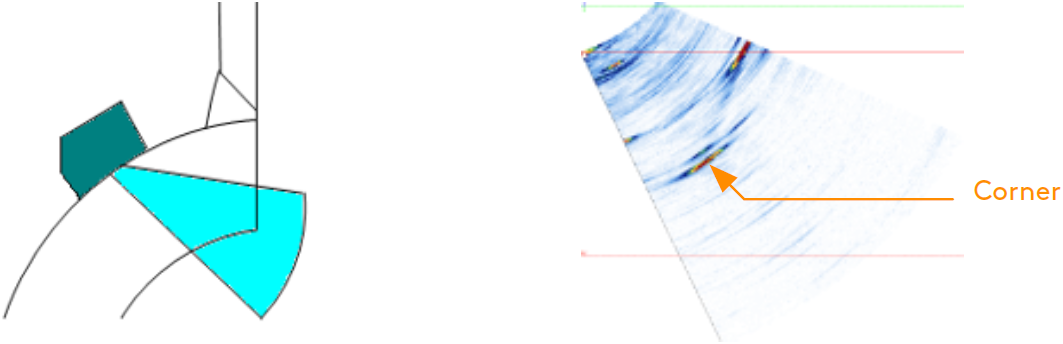
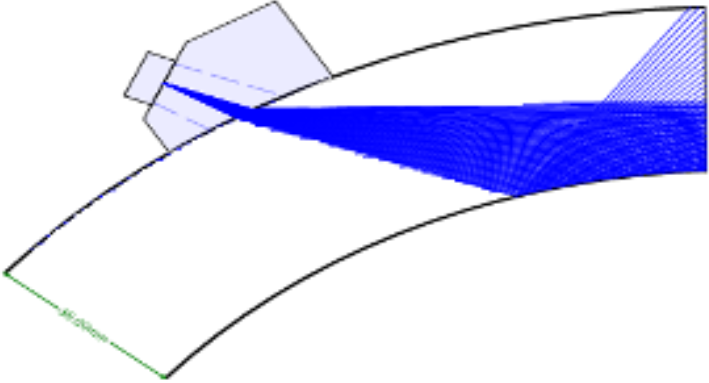
 Balayage tangentiel montrant la réponse du multi-éléments en l'absence de réflecteurs
Balayage tangentiel montrant la réponse du multi-éléments en l'absence de réflecteurs
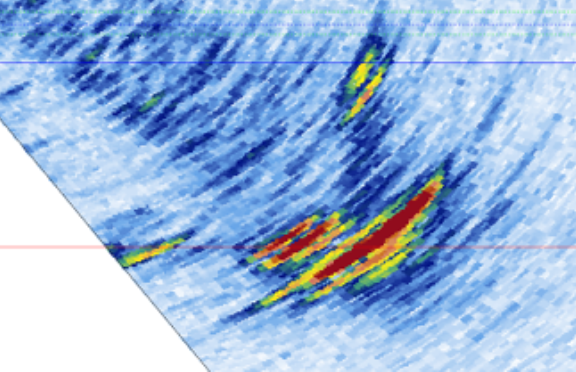
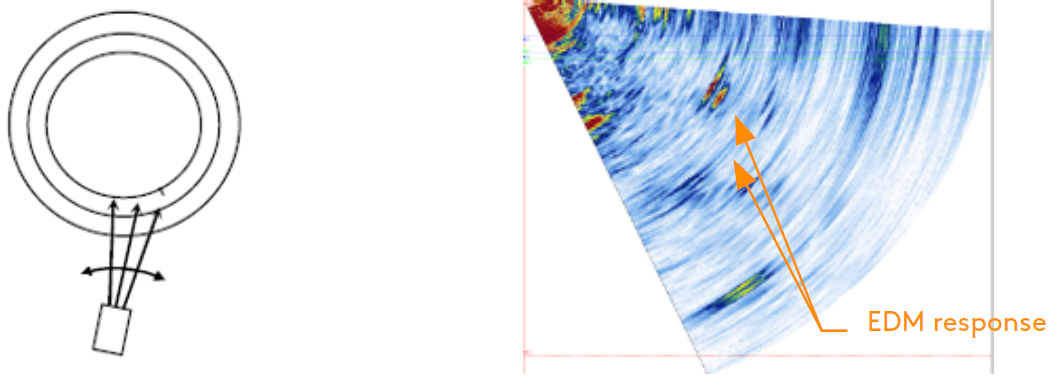 Balayage tangentiel optimisé montrant la réponse maximale du multi-éléments à partir d'un réflecteur à encoche EDM
Balayage tangentiel optimisé montrant la réponse maximale du multi-éléments à partir d'un réflecteur à encoche EDM
La technologie PAUT (Phased Array Ultrasonic Testing) utilise un réseau linéaire d'éléments piézoélectriques montés individuellement dans un boîtier de sonde complet. Chaque élément peut être pulsé individuellement avec une séquence temporelle précise (loi focale). L'interférence phasique des fronts d'onde de chaque élément adjacent peut être utilisée pour former une onde globale qui est dirigée ou focalisée en fonction des délais des impulsions de tension entre chaque élément. L'utilisation du multiplexage et de la technologie des sondes PAUT permet de collecter simultanément de nombreux angles d'inspection et lois focales.
L'onde de masse résultante peut prendre deux formes : sectorielle ou linéaire. Dans un balayage linéaire, toutes les lois focales utilisent un faisceau à angle fixe, tandis que les balayages sectoriels utilisent des ouvertures fixes et se dirigent à travers une séquence d'angles.
Balayage angulaire sectoriel (à gauche), balayage linéaire à angle fixe réglé sur zéro degré (à droite)
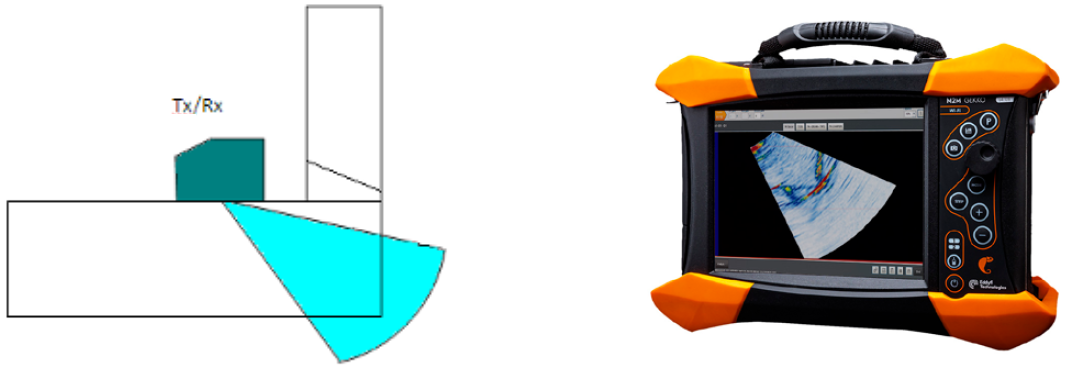
La technique PAUT a utilisé un balayage sectoriel à angle fixe pour un essai en laboratoire avec des encoches d'électroérosion. L'opérateur a placé la sonde linéaire à multi-éléments 1D à sabot plat dans les mêmes positions que celles utilisées lors de l'inspection conventionnelle, à des fins de comparaison. L'instrument Gekko® 64:128, la sonde 16 éléments 4Mhz à faible encombrement et la cale incorporée avec un angle d'incidence de 42 degrés ont été utilisés pour cette application.
Tout d'abord, le coin de la fourche de chaque position cardinale a été localisé individuellement, la réponse la plus importante étant obtenue à partir des positions 90 et 270. Les lois focales sélectionnées ont été régies par la géométrie de la pièce afin de garantir l'évaluation de l'ensemble de l'alésage du tuyau. Ensuite, la sonde a été tournée vers la tangente de la branche. En l'absence de réflecteur (encoche EDM), il n'y avait pas de réponse dans le balayage sectoriel ou le balayage S. La manipulation de la sonde permettait de maximiser la réponse. La manipulation de la sonde a permis de maximiser la réponse du multi-éléments lorsqu'une réponse enregistrable était détectée.
Balayage sectoriel à partir de la position 90/270 avec réponse par multi-éléments
L'opérateur évalue ensuite les détections à l'aide de signaux reconnus provenant du haut et du bas du défaut. Le dommage brise généralement la surface du diamètre intérieur (ID) du tuyau et crée donc une réponse de type coin qui peut être facilement reconnue. L'opérateur a interprété les signaux de diffraction générés par l'extrémité du défaut, ce qui a permis d'effectuer des mesures entre les deux signaux. Le dimensionnement de la longueur exige que les opérateurs maintiennent la sonde perpendiculaire au défaut/réflecteur et évaluent la longueur en utilisant la méthode dB drop ; il convient de noter qu'en raison de la complexité de la construction du joint, l'étendue radiale est donnée avec une marge d'erreur de +/- 5 millimètres (0,2 pouce).
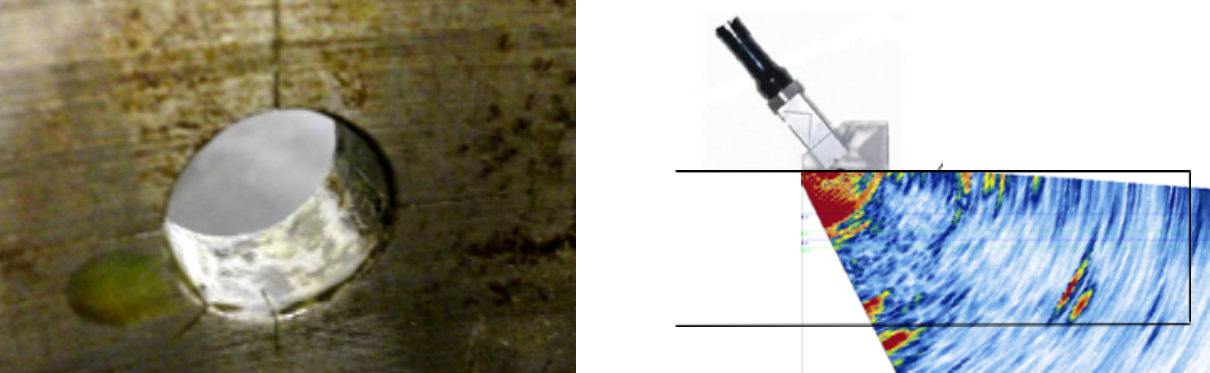
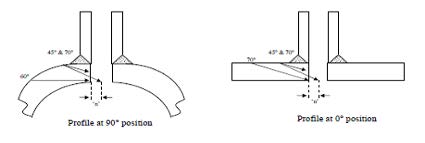
Fentes EDM dans l'alésage ID (à gauche), réponse du multi-éléments montrant la réponse en coin et la diffraction de la pointe de la fente EDM (à droite).
Demandez à un expertToutes les encoches d'électroérosion sur l'alésage principal et l'alésage de branchement ont été identifiées avec succès et la couverture d'inspection s'est améliorée pour toutes les pièces ; une couverture de 100 % de l'alésage principal, de l'angle de croche et de l'alésage de branchement est illustrée pour toutes les épaisseurs. Bien que la capacité de détection à l'aide d'un faisceau multi-angle ait augmenté, il est important de noter que les défauts doivent être orientés favorablement pour être détectés.
Balayage sectoriel à la position 90/270 sur un échantillon de 35 mm - angles de 40° à 70° montrant une couverture complète de l'alésage du tuyau, du coin de la fourche et de l'alésage de dérivation
Balayage sectoriel en position 0/180 sur un échantillon de 35 mm - angles de 40° à 65° montrant une couverture complète de l'alésage du tuyau, du coin de la fourche et de l'alésage de la branche
La technique PAUT décrite a été mise en œuvre sur un élément endommagé connu de l'usine et a permis de valider toutes les indications enregistrées lors d'une inspection UT conventionnelle.

Orientation de la sonde pour un défaut situé en position 225°
Réponse au balayage S de PAUT à partir de l'indication de fissure à l'emplacement 225° (l'indication est mesurée à 17 mm à travers le mur)

Orientation de la sonde pour un défaut situé en position 135°
Réponse au balayage S de PAUT à partir de l'indication de fissure à l'emplacement 135° (l'indication est mesurée à 14 mm à travers le mur)
Réponse au balayage A de l'angle de la fourche (à gauche), réponse du défaut trouvé à la tangente de la branche (à droite)
Voir les prix

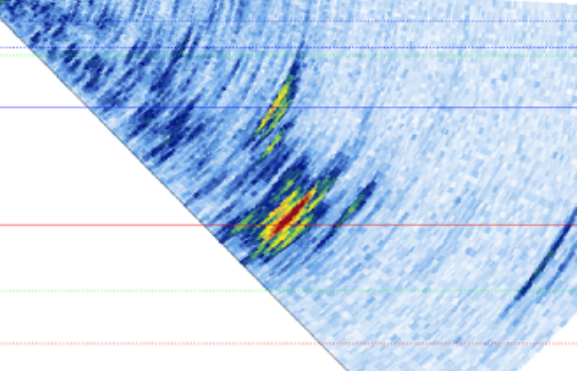
Réponse aux fissures par multi-éléments à partir d'un balayage tangentiel
Avantages
- Les instruments ultrasoniques avancés offrent une meilleure couverture et une meilleure caractérisation des défauts, ce qui permet de prendre des décisions plus éclairées.
Le contrôle par ultrasons multi-éléments s'est avéré être un outil très puissant pour détecter, dimensionner et afficher les fissures de fatigue thermique observées dans les alésages des conduites principales et les raccords de branchements testés. La haute résolution angulaire combinée à la sonde à haute fréquence fournit une image unique de la morphologie des fissures qui n'est pas disponible avec les tests ultrasoniques manuels.