Explorez les lignes de produits d’Eddyfi Technologies
Courant de Foucault pulsé (PEC)
Le courant de Foucault pulsé (PEC) est une technologie d'inspection électromagnétique avancée utilisée pour détecter les défauts et la corrosion dans les matériaux ferreux généralement cachés sous des couches de revêtement, d'ignifugation ou d'isolation.
Détails
Comment ça fonctionne
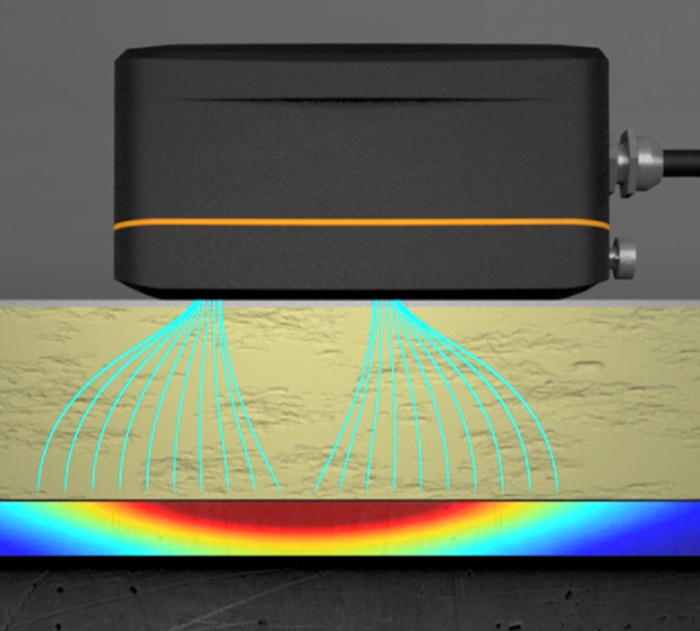
Un champ magnétique est créé par un courant électrique dans la bobine d'une sonde. Lorsque la sonde est placée sur l'isolation, l'ignifugation ou le revêtement, le champ pénètre à travers toutes les couches (y compris les feuilles, le cas échéant) et se stabilise dans l'épaisseur du composant, puis le courant électrique dans la bobine de transmission est coupé, provoquant une chute soudaine du champ magnétique. Du fait de l'induction électromagnétique, des courants de Foucault apparaissent dans la paroi des composants. Les courants de Foucault diffusent vers l'intérieur et diminuent en intensité. La diminution des courants de Foucault est surveillée par la sonde PEC et utilisée pour déterminer l'épaisseur de la paroi. Plus le mur est épais, plus il faut de temps pour que les courants de Foucault tombent à zéro.
La PEC est donc l'analyse des courants de Foucault transitoires dans un composant conducteur suite à une transition électromagnétique forte.
Demandez à un expert
Le courant de Foucault pulsé peut être utilisé:
* Sur les surfaces extérieures avec ou sans isolation ou aluminium, gaine en acier inoxydable et acier galvanisé, croûtes cloquantes ou ignifugation * Près des coudes, supports, vannes et autres structures métalliques telles que les buses et les brides * À travers le béton, les revêtements polymères, les mailles métalliques et les barres d'armature

Phases PEC
Pour analyser les courants de Foucault transitoires, le courant de Foucault pulsé comprend trois phases:
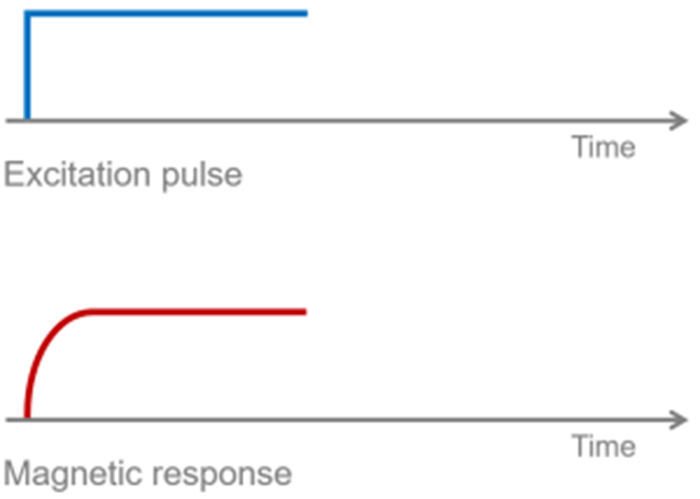
Emission (impulsion)
Les sondes injectent un champ magnétique pénétrant et se stabilisant dans la paroi du composant.
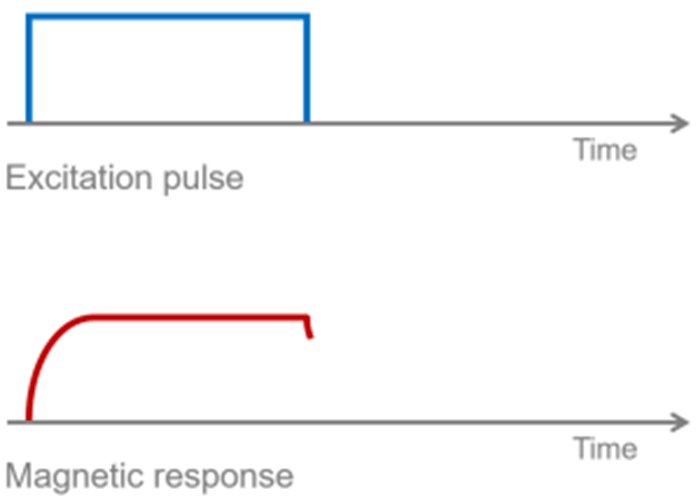
Couper
La sonde interrompt brusquement l'émission et de forts courants de Foucault sont induits dans la paroi du composant.
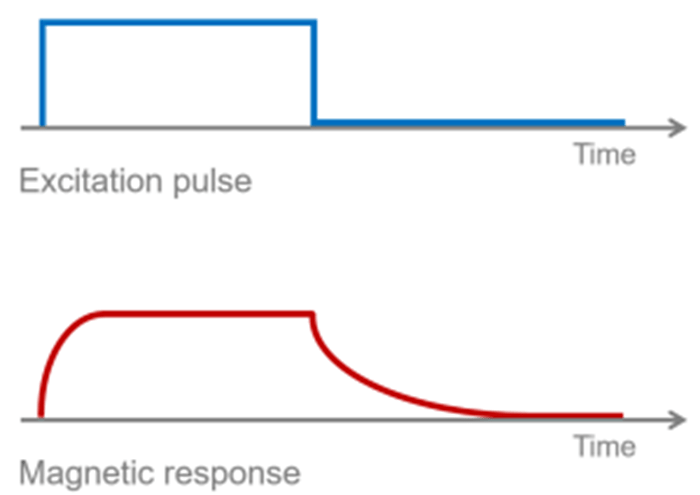
Réception
Les capteurs de la sonde mesurent le taux de décroissance des courants de Foucault lorsqu'ils se diffusent à l'intérieur de la paroi du composant.
Comment les courants de Foucault pulsés évaluent l'épaisseur
sa nouvelle génération de PEC adapte la largeur des impulsions à l'épaisseur des composants testés, garantissant que le champ magnétique de la sonde pénètre complètement l'épaisseur. Il offre également la capacité de régler avec précision lorsque la sonde «écoute» le taux de décroissance des courants de Foucault, ce qui permet d'isoler facilement le taux de décroissance des autres signaux indésirables, tels que celui du revêtement métallique (dans le cas du CUI) et d'éliminer la nécessité de tout contact avec la surface testée. Contrairement aux tests par courants de Foucault, avec PEC, la pièce testée n'est pas sous excitation constante de la sonde. Le «bruit» de fond généré par une sonde de test à courants de Foucault est donc absent lors de l'utilisation de PEC, ce qui permet une plus grande amplification et moins de bruit dans le signal reçu, ce qui le rend parfait pour détecter la très faible contribution de la corrosion sous isolation (CUI), pour exemple.
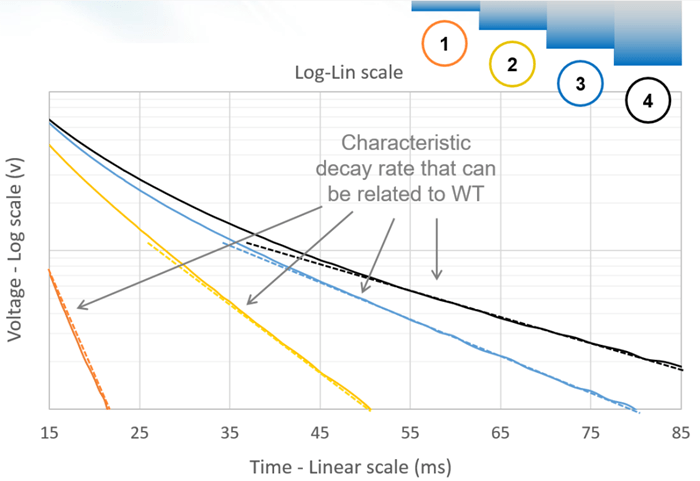
Au début, le taux de décroissance des courants de Foucault dans un matériau conducteur sous isolation et revêtement suit une loi de puissance, où un changement relatif de tension entraîne un changement relatif proportionnel dans le temps et produit une chute rapide dans un graphique à l'échelle Log-Lin. Plus tard, alors que les courants de Foucault atteignent l'autre côté du composant, leur taux de décroissance suit une distribution exponentielle inverse qui produit une ligne droite dans un graphique à l'échelle Log-Lin. Où V est la tension, t représente le temps et τ est le taux de décroissance. Différentes épaisseurs de paroi génèrent différentes courbes de taux de décroissance:

La détermination du taux de décroissance est effectuée par le logiciel utilisé pour analyser les signaux PEC et varie d'un produit à l'autre. Le Lyft® d'Eddyfi réinvente le taux de décroissance du signal de calcul des courants de Foucault pulsés, ce qui permet des temps d'acquisition plus courts et immunise principalement contre les variations de décollage de la sonde.
Plus petits défauts détectables par rapport aux empreintes de sonde PEC et à la zone de moyenne
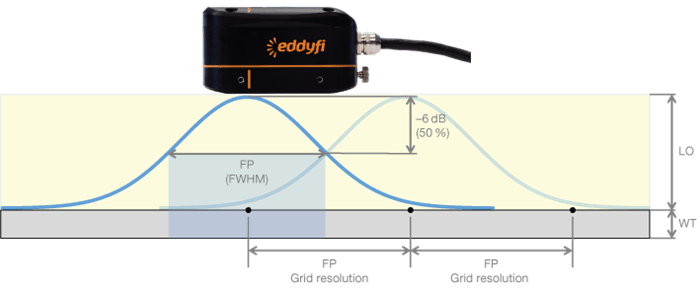
Les concepts d'empreinte et de surface moyenne d'une sonde sont essentiels pour comprendre ce qu'une CEP peut et ne peut pas détecter. L'empreinte est affectée par la taille de la sonde et la distance du composant ou de la structure examinée par rapport à la sonde (décollage). L'empreinte (FP) est de la plus haute importance car c'est le facteur décisif pour déterminer la dimension de la grille d'inspection, l'effet de bord et le plus petit volume ou défaut détectable.
Le FP est défini comme la pleine largeur à la moitié maximum (FWHM) de la réponse détectée par la sonde, garantissant un chevauchement de signal de 50% entre chaque point sur la carte de la grille.
La zone de moyenne est la surface qu'une sonde peut «voir» sur une pièce testée. L'épaisseur de paroi est l'épaisseur moyenne de paroi dans la zone de moyenne. Par conséquent, les défauts plus petits que la zone de moyenne sont sous-estimés. La zone de moyenne de la sonde Lyft est 1,8 fois l'empreinte de la sonde (AvgA = 1,8 × FP). En outre, le volume du plus petit défaut détectable est de 15% du volume de l'empreinte. Des défauts de plus petits diamètres peuvent être détectés si la profondeur cible est augmentée pour maintenir un rapport de volume minimum de 15% par rapport à l'empreinte.
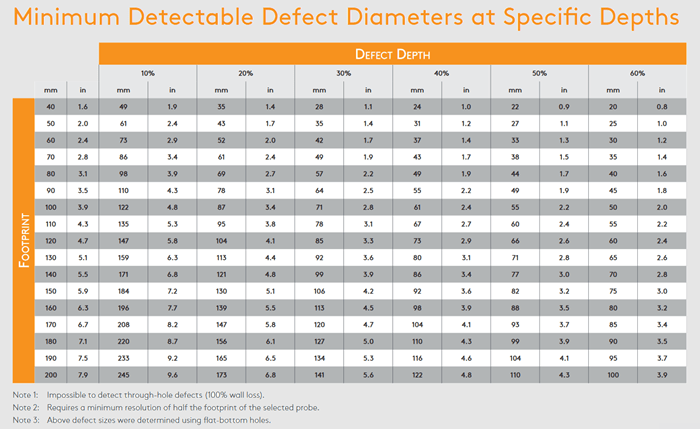
Dimensions des défauts détectables les plus petits
Pour trouver le diamètre minimum:
- Ratio de volume minimum: VolRatio (%) = 15%
- Profondeur de défaut spécifique: DefDp (%)
DefDiam = FP × √ (VolRatio (%) / DefDp (%))
Pour trouver la profondeur minimale:
- Ratio de volume minimum: VolRatio (%) = 15%
- Diamètre de défaut spécifique: DefDiam
DefDp (%) = (FP / DefDiam) 2 × VolRatio (%)
Avantages de la technologie PEC réinventée
Temps d'inspection réduit
- Plus rapide que tout autre système PEC
- Mode de mappage de grille 2 à 10 fois plus rapide (généralement <1 s)
- Mode de numérisation dynamique (unique à Lyft) - vitesse de la sonde jusqu'à 75 mm/s (3 in/s)
Des résultats fiables et reproductibles
- Moins dépendant de l'opérateur (SmartPULSE™)
- Moins affecté par les variations de décollage, le chevauchement de la veste météo, les sangles
- Meilleure détection des petits défauts (mode de balayage dynamique)
- Insensible aux structures au-dessus des sondes
Spectre d'application plus large
- Vestes météo en acier galvanisé
- Peut être utilisé sur les sous-produits de corrosion (croûtes/ampoules)
- Peut être utilisé à travers le béton, les revêtements polymères, le grillage
- Coudes
- Inspection près des buses, bride, supports de tuyaux
Facile à apprendre et à utiliser
- Imagerie C-scan
- Interface utilisateur intuitive
- Flux de travail d'inspection intégré
- Solution tout-en-un
Limitations actuelles de la technologie PEC réinventée
- Effet de bord d'environ la taille de l'empreinte d'une sonde à proximité de structures métalliques
- Non conçu pour distinguer les défauts du côté proche et du côté lointain
- Non conçu pour détecter les piqûres de petit volume
- Sous-dimensionne les défauts plus petits que la zone moyenne de la sonde
- Difficile à utiliser sur les coudes montés sur des tuyaux de diamètre inférieur à 200 mm (8 pouces)