Explore Eddyfi Technologies Product Lines
Robotizing ECA to Find Stress Cracks in Stainless Steel Canisters
Robotization of certain inspection processes is, for obvious time saving and monetary reasons, quite appealing in many applications.
Eddy Current Array (ECA), more so than most other inspection techniques, has proven an adaptable, powerful, and cost-effective technology, and therefore very well suited to robotization.
This note focuses on one such application: scanning stainless steel canisters used in the containment of nuclear material for long-term storage.
The Challenge
- Robotize a reliable NDT technology to detect AISCC in stainless steel canisters used to store nuclear material.
These stainless steel canisters are stored by the thousands and they require periodic inspection because they may develop signs of Atmospherically-Induced Stress-Corrosion Cracking (AISCC). The inspection of such containers poses a significant challenge due to the large quantities involved; therefore, automating the inspection process is of considerable interest.
Particle deposits on the canisters absorb air moisture, forming a thin layer of concentrated salt solution that may cause AISCC if there is enough residual stress in the canister. The salt solution may also cause pitting, but the application is primarily concerned with AISCC.
The challenge of this application is to robotize an inspection solution capable of detecting stress-corrosion cracks ranging from hundreds of micrometres to 2–3 mm (0.08–0.12 in) in length.
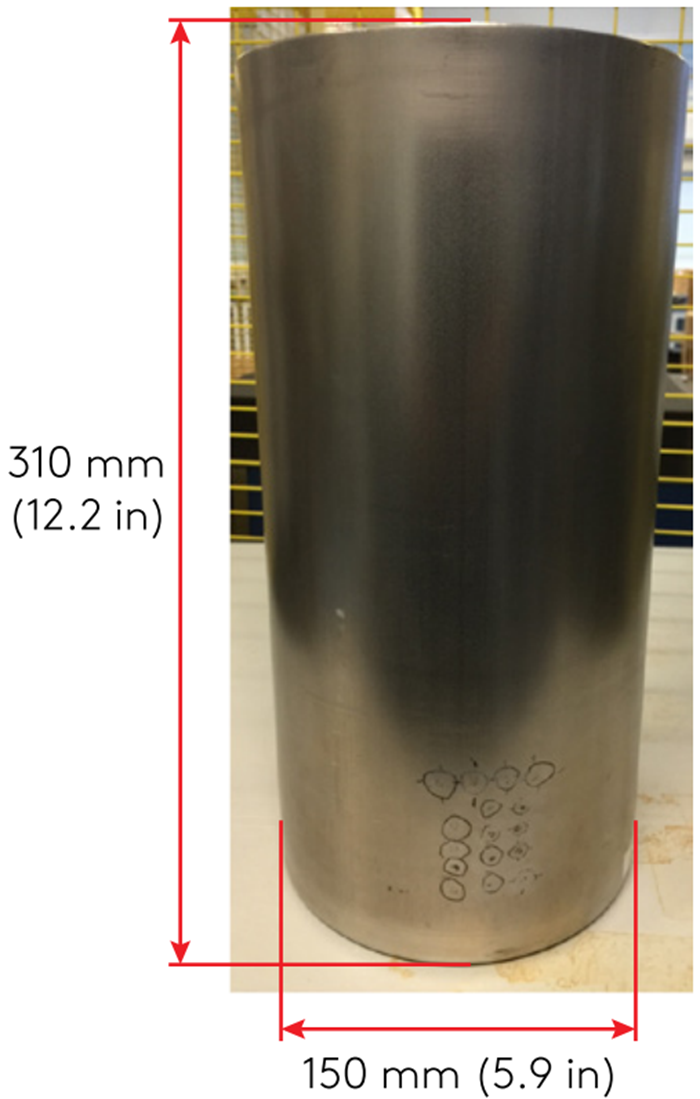
A canister was prepared to test the solution with 16 crack-like defects. Since the AISCC defects were positioned on only one vertical half of the canister, the horizontal extent of the inspection was limited to 180° (in angular terms).
The Solution
- ECA probe with a padded scan interface mounted onto a low-payload robotic arm scanning canisters in a vertical raster scan.
Electromagnetic testing has a longstanding record of reliability on materials such as stainless steel for detecting surface and near-surface crack defects such as AISCC. ECA improves on conventional eddy current testing in the following ways:
- ECA arranges several coils in rows, which yields a wider inspection area.
- ECA coils are excited in elaborate sequences to strike a balance between the minimal mutual inductance between coils and the maximum array resolution.
- ECA probes are more stable than conventional pencil probes, and offer a higher tolerance to variable coupling, making them better suited to robotization.

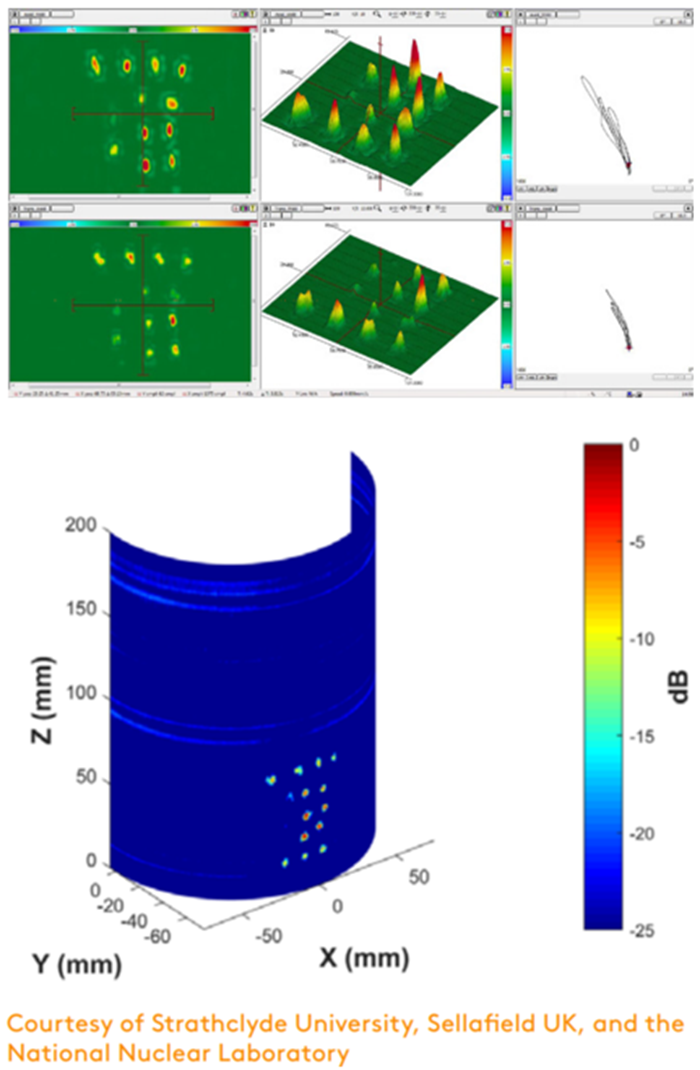
The ECA probe used here contains 32 coils, 2 mm (0.08 in) in diameter arranged in two rows. The probe has an operating frequency range of 100–800 kHz, a coverage of 54 mm (3.74 in), and a highly resistant padded scan interface, which are perfect for singlepass scans. The probe was mounted on a KUKA KR 5 low-payload robot controlled through a KR C2 unit. The KUKA|prc (parametric robot control) was used to program the scan path. Mounting the ECA probe 90° with respect to the robot’s wrist produced a path where the joint angles of the robot were well within its operating range. The inspection solution is driven by the Ectane® test instrument at 400 kHz. A visualization module was written to take the eight C-scans (transverse and axial) from the four raster passes produced by Magnifi® acquisition and analysis software, and project them onto the surface of a half cylinder; this was the final output of the system. The solution was able to detect most of the simulated surface cracks on the test canister in approximately 60s, but the final ECA probe will be selected according to the range of defect sizes to be detected in the field.
Benefits
- An easily robotized, rugged solution capable of detecting AISCC in stainless steel with reliable, repeatable results, and requiring no surface preparation.
An ECA solution offers a number of benefits to robotization:
Easy integration
The simplicity of the ECA probe/Ectane combination is simple to integrate in a robotic solution. The Magnifi SDK also makes it relatively simple to adapt the software for intuitive visualization compatible with robot programming.
Repeatability
The single-pass scans, wider scan area, and intuitive C-scans with encoded data make inspections highly repeatable and perfect for robotization.
No surface preparation
The resistant padded interface of the probe enables it to conform to the canister’s curvature and removes the need to prepare its surface prior to inspection.
Rugged
The Ectane 2 and ECA probe can take a beating, withstand serious G forces, have no moving parts, and are sealed, which means it is easily mounted directly onto a robotic solution.