Explore Eddyfi Technologies Product Lines
Offshore Riser Corrosion Monitoring Made More Cost and Time Efficient
Ask an expertRisers present one of the most challenging environments for design when you consider the damage caused by seawater and marine growth while withstanding wave action and storm damage. This is further accentuated by the high temperatures caused from the product flowing through the pipe. The consequences of riser rupture can be catastrophic for both the environment and the health and safety of those working on the platform.
The riser is protected from corrosion by a cathodic protection system, but this is less effective in the splash zone. The pipe in the splash zone must have additional protection. This might be a coating of a special substance, or the riser may be sealed inside a sheath of stainless steel or Inconel. Alternatively, several risers may be enclosed in a caisson. Another factor to be considered, particularly in the North Sea where regulations to prevent fire are exceptionally stringent, is the presence of thick fire prevention coatings around the riser.
Despite precautions to prevent corrosion, the protection system may break down. The constituency of the product may change so that the cathodic protection is not optimized, or there may be damage caused by fatigue from platform vibration or even collisions.
The Challenge
Overcoming the issues associated with access, investigate offshore risers susceptible to corrosion in a more cost and time efficient manner than offered with conventional methods.
Given their volatile environment, risers must be routinely inspected. Some risers are connected to a wellhead directly below the platform, but others are connected to a flowline on the seabed. There is thus a J-bend in the pipe. The riser ends with a flange connection to the pipework on the platform, usually combined with a valve for emergency cut-off. Above water the access is good, the riser is visible, and conventional non-destructive testing (NDT) methods can be applied to determine the condition of the riser’s internal surface. Below the water the inspection can be done, but with great difficulty by divers or a remotely operated vehicle. Underwater inspection is very expensive as is the cost of surface preparation and removal of marine growth. In the splash zone, inspection from the outside is impossible.
Inspection must therefore be conducted from inside the riser pipe. For this purpose, special ‘intelligent pigs’ have been developed from pipeline applications. These carry NDT sensors vertically down inside the riser to detect damage on the outer and inner surfaces. The inspection is very time consuming and requires bulky equipment both of which are premium costs in offshore work.
The Solution
An advanced guided wave ultrasonic testing instrument with minimal access requirements can deliver real-time data quickly for better informed decisions for repair and replacement.
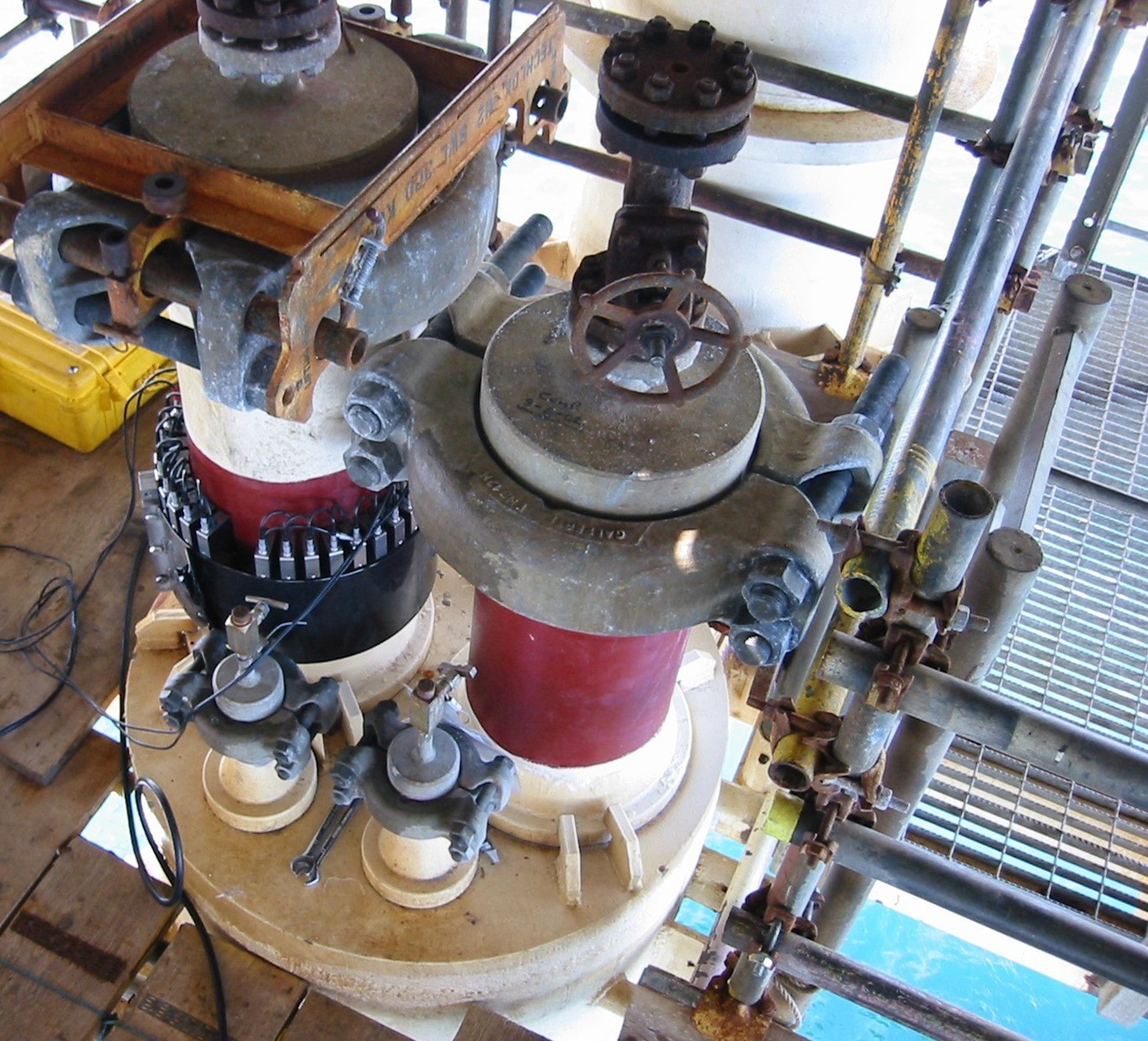
A guided wave ultrasonic testing (GWUT) instrument offers significant advantages specifically for riser inspection. Internal and external corrosion can be monitored with this offshore inspection technology. Only one access point is required above the sea and below the flange that attaches the riser to the platform pipework. The riser flow line does not need to be detached from the riser like in the case of introducing a ‘pig’. The inspection is conducted in a single test with data gathering taking less than five minutes.
The guided wave inspection solution has been employed globally with great success. For example, BG International risers required an accurate assessment of condition before entering service. The design of these risers called for them to be completely sealed inside caissons during fabrication. The risers found on the Neptune platform were assembled in bundles before insertion into caissons. These caisson tops are sealed with lids, each having an anchor flange that sits in a recess in the lid. Once sealed in the caissons, direct access to the risers is no longer possible. To overcome this, the risers needed to be inspected in their pristine state so that their condition could be compared with a digital twin and any degradation due to corrosion could be detected. It was found that transmission of ultrasound past the anchor flanges was possible and that the sprayed aluminum coating had no adverse effect on propagation. The pipe ends, 63 meters (207 feet) away, were readily detected and the possibility of detecting 9 percent metal loss flaws in the splash zone, 18-20m (59-66 ft) from the transducers was demonstrated.
After successful onshore trials, BG asked for a baseline survey of all accessible offshore risers after final installation. A survey was conducted on 305- and 406-millimeter (12- and 16-inch) risers on the Cleeton platform. All four risers on the Cleeton riser tower had adequate access and surface preparation for good inspection conditions. In each case, data was gathered from the anchor flange, beyond the splash zone, and down to the first bend at the seabed. Two operational risers on the Neptune riser tower had adequate surface preparation but the risers had poor access as a result of five pipes sharing one caisson; it was impossible to wrap the transducer tools completely around the risers in this case. Because the GWUT technique fills the entire pipe volume with ultrasound, these restrictions were overcome in the following way. A 250-mm (10-in) riser was inspected by removing two transducer modules from each end of the mounting collar allowing it to tuck into the narrow gap with the adjacent riser. It should be noted that 60 mm (2.4 in) between pipes is required to successfully mount the transducer tool. A 406-mm (16-in) riser had three restrictions in one area which precluded using the same technique but was instead inspected using a 305-mm (12-in) transducer tool which fit snugly to the riser with the gap left adjacent to obstructions. In both cases, sufficient ultrasound was generated to produce an acceptable result which could be repeated at a future date if required. As with the Cleeton risers, these were successfully inspected from the anchor flange, through the splash zone, to the first bend at the seabed.
Learn moreRisers in the South China sea were also inspected with the GWUT technology. The Thai State Oil Company PTTEP required 10 355-mm (14-in) diameter risers on the Barykat oil production platform to be assessed. Test ranges of 20 m (66 ft) were achieved down to the seabed, even with non-standard pipe diameters and the presence of clamps below the tool placement positions.

Seven risers from an unmanned platform in Mobile Bay in the Gulf of Mexico underwent inspection with the proven GWUT solution. These included 150-, 200-, and 250-mm (6-, 8-, and 10-in) pipes. With good access and all risers reachable from a walkway around the platform, all tests were successfully completed in a day including travel to and from shore.

Benefits
- Risers from 40 millimeters (1.5 inches) in diameter and up can be fingerprinted before installation with corrosion progress monitored over a lifetime thanks to highly repeatable testing.
Aside from the obvious benefits offered with ease of access for inspection, the data results from the GWUT solution are advantageous. This technology is ideal for monitoring applications like offshore risers as small as 40 mm (1.5 in) and up as the test results are highly repeatable and therefore comparable with periodic assessments once installed offshore. With A-scans digitally recorded and then superimposed one upon the other, even the slightest changes are easily revealed, and with focusing it is possible to look at the circumferential distribution and how localized the corrosion. The Sonyks™ is the cost and time efficient solution required for better offshore riser inspections. For more information visit the eStore for detailed pricing, check out the Eddyfi Academy, or contact us to discuss your offshore inspection requirements today.