
Ensuring the financial success of a pipeline project puts safety and reliability at the forefront of all operations. Throughout construction, various non-destructive testing (NDT) techniques are used to assure stringent industry standards while NDT also plays a key role during pipeline transportation operations. Among the range of testing techniques, intelligent inline inspection (ILI) systems like the EVO proposed by NDT Global are “smart” pigs designed to inspect pipes from the inside using ultrasonic testing (UT) or magnetic flux leakage (MFL). Long range UT (LRUT) uses guided waves to propagate across long distances to find corrosion. Adaptable surface eddy current array (ECA) technology such as the Spyne™ is used for detecting cracks including stress corrosion cracking (SCC), subsurface defects, and pitting. Ultrasonic techniques are largely used for weld inspections and manual or automated corrosion mapping. Phased array UT (PAUT) technology has proven to offer great benefits over conventional UT in terms of productivity and flexibility. This article explores the Beyond Current phased array technology for better pipeline integrity assessments.
Corrosion Mapping
Ultrasonic corrosion mapping is a non-intrusive inspection technique that measures material thickness using ultrasound. Variations in material thickness from corrosion are identified and graphically portrayed as an easy-to-interpret picture.
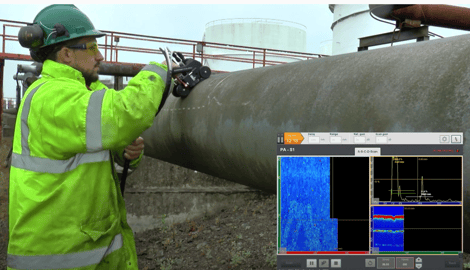
Recognition from various inspection bodies and asset integrity engineers has resulted in phased array ultrasonic testing becoming the preferred technique for corrosion mapping. PAUT is widely used for in-service detection and characterization of corrosion in pipes, tanks, vessels, and other critical assets. With a larger footprint, PAUT probes can cover a larger surface at higher speeds leading to significant time reduction and enhanced resolution. Eddyfi Technologies offers the complete solution with its advanced phased array instruments, automated and manual scanners, probes, and wedges.
While PAUT probes with hard wedges can be used to perform corrosion mapping, very often surface conditions make coupling them to the pipe difficult. That’s why more and more inspections are carried out with a water box as a coupling mechanism. The ultrasound propagates through a column of water eliminating the need for a wedge, thus providing the benefits of improved signal consistency, accuracy, and limited dead zone. Our Aqualock probe with the water column concept equips both the LYNCS™ and R-Scan Array manual scanners. The R-Scan array itself can be connected to the RMS PA scanner for fully automated corrosion mapping inspections.
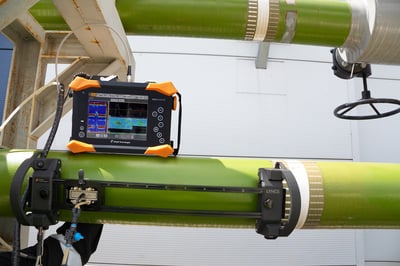
When performing corrosion mapping with a water box, a synchronized gate must be used to monitor the variations in water column height. Capture™ software proposes this gate synchronization between the front surface echo and one or two backwall echoes to provide accurate remaining wall thickness measurements. Two backwall echo measurements are typically done with pipes covered in paint and/or coatings.
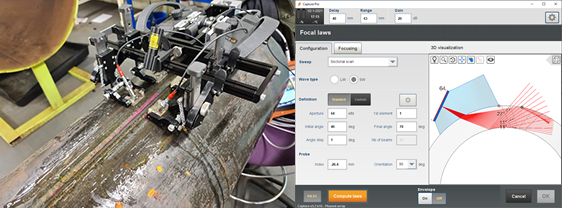
When dealing with small pipes, it makes sense to scan longitudinally to avoid over-indexing when scanning circumferentially. The delay law calculator in Capture accounts for the positions of the probe perpendicular to the axis of the pipe for both PAUT and total focusing method (TFM) configurations.
Capture includes all the tools necessary to perform semi- and fully automated corrosion mapping inspections. All scanners are pre-configured within Capture libraries for fast and easy inspection setup. The RMS control software has been embedded into Mantis™ and Gekko® portable PAUT instruments to function seamlessly with the phased array data capture and analysis software. It allows operators to position the RMS and start scans directly from the PAUT screen for increased productivity.
Productivity is influenced by time spent during inspection and analysis equally. When corrosion mapping, it is difficult to inspect an entire pipeline with a single scan. Operators need to move scanners along the length of the pipe and inspect the pipe in sections. Capture can stitch together these various scans, creating a larger file that contains the complete cartography of the pipe. This larger cartography can then be analyzed entirely using an auto-sizing tool that automatically extracts all corroded areas, providing quick feedback on the integrity of the pipe. Learn more here.
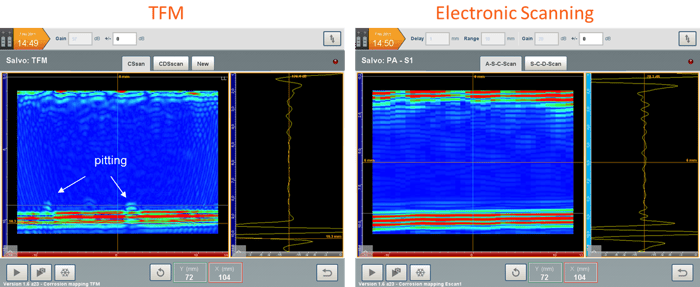
The Gekko and Mantis are both equipped with total focusing method technology. When used for corrosion mapping, it allows for better detection of pitting compared to conventional UT and even PAUT inspections. As the ultrasonic energy is focused everywhere using larger apertures, the focal spot is relatively small providing higher sensitivity for the detection of small pitting.
Weld Inspection
Radiography has been used to inspect pipeline welds for decades, but it has severe limitations particularly with fitness-for-service assessments. As a result, radiography for pipelines is actively being replaced by ultrasonic examination. While conventional UT is still largely used, PAUT and time-of-flight-diffraction (TOFD) have quickly become the go-to technologies for both fabrication welding and in-service inspection. Combining PAUT and TOFD allows the detection of all welding flaw types and provides reliable through-wall sizing capability in one inspection. Both techniques have been part of standards for quite some time. Moreover, full matrix capture (FMC), total focusing method, plane wave imaging (PWI), and assisted defect analysis have taken advanced UT to another level.
Weld inspection requires positioning PAUT and/or TOFD probes at certain index offset positions to obtain full coverage of the welds. Capture allows the definition of scan plans for PAUT, TOFD and TFM helping operators define their inspection. LYNCS WI weld inspection configuration can accommodate up to six PA and/or TOFD probes and it has a dual-bar structure for enhanced stability and probe placement accuracy. It is a toolless scanner with an interchangeable design, making it ideally suited for all weld inspection configurations.

Capture helps operators define their scan plans choosing the best suitable probes and best positions based on the type of weld under assessment. According to standards, the interface angles between the bevel and incident angles must be as close as possible to 90° to allow accurate sizing of defects such as lack of sidewall fusion along the bevel. Capture provides visual information with colors that indicate how close to 90° these angles are, presenting quick feedback on the pertinence of the setup.
Additionally, near field information is also provided within the same image to inform operators whether they can focus the beam or not for better sensitivity.
A scan plan is also available for TOFD to show operators if their PCS, probe diameter, and frequency offer full coverage of the weld.
All these tools are also available for longitudinal weld inspection. From wedge delay calibration to delay law calculation and visual representation, operators have all the means to [optimize their scan plans](https://eddyfi.com/en/blog/longitudinal-weld-inspection-with-capture-software0. Combined with the LYNCS AXIAL, longitudinal weld inspection has never been so easy!
Introduced to ASME and ISO in recent years, TFM has revolutionized the way we see defects. Capture has multi-mode and multi-group capabilities allowing inspectors to use several PAUT probes simultaneously on either side of the weld and combine different TFM modes to better look for defects. TFM focuses the energy everywhere within a region of interest thus increasing the sensitivity of defect detection and improving defect characterization. Higher sensitivity leads to better detection of tip diffractions from planar defects such as lack of fusion and cracks. When detected, tip diffractions should be used for defect sizing as explained in ISO 19285.
The various TFM modes offer unique ways to image defects by considering the rebounds off different boundaries of the component like backwall and front surface echoes. These modes can be sensitive to different defect orientations, useful for defect characterization. With Capture it is possible to use these modes simultaneously on both sides of the weld. The following video shows a 25-millimeter (1-inch) weld inspection using two TT modes, taking the first and second legs into account (so TT and TTTT simultaneously) and two TTT modes sensitive to vertical defects along the backwall.
When it comes to pipeline integrity, Eddyfi Technologies offers the complete package with advanced phased array ultrasonic testing systems and a combination of scanners and probes for everything from TOFD and PAUT to TFM. With a deep understanding of field conditions, our NDT experts can offer the precise solution required for better and faster pipeline integrity assessments. Contact our team to discuss your specific requirements today!