As we’ve mentioned on several occasions, pulsed eddy currents (PEC) is a well-known screening technique used in assessing the extent of corrosion by measuring the remaining wall thickness in carbon steel, whether over insulation, concrete, and weather jackets, or over corrosion blistering.
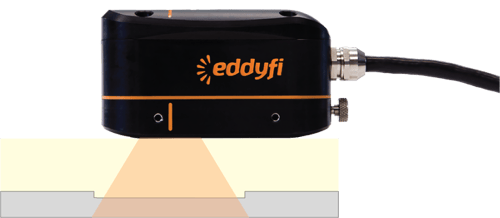
A cone-like pulsed magnetic field is projected from the probe toward the component under test. The component’s area receiving the magnetic field is called the averaging area—the area from which information is extracted and analyzed by the instrument to provide the average wall thickness at the probe’s position. Depending on the thickness of the insulation on the surface under test (referred to as liftoff), the averaging area can end up being sizeable: thick insulation results in a wide averaging area, whereas a thin insulation results in a narrow averaging area (see below).
The best sizing accuracy is obtained when defects are larger than the probe’s averaging area. When defects are smaller than the averaging area, their depth is underestimated (something referred to as undersizing). In other words, when a PEC probe goes over a defect smaller than its averaging area, the PEC inspection signal becomes a combination of the nominal thickness of the component under test and the defect. In this situation, the thinnest region (the defect) is averaged out by the thicker wall surrounding it, leading to undersizing. Undersizing prevents PEC from accurately measuring wall thickness, relegating it to a screening tool.
Accurately assessing the remaining wall thickness of a surface usually requires an in-contact technique, such as UT or phased array UT (PAUT), which themselves require carefully removing insulation and other interfering material such as corrosion blistering. When scanning for corrosion under insulation (CUI), corrosion under fireproofing (CUF), flow-accelerated corrosion (FAC), and corrosion blistering, removing excess material to gain direct access to the surface under test can be costly, time consuming, and sometimes hazardous.
Pulsed eddy current (PEC), for its ability to scan through insulation and non-ferrous materials like corrosion scabs, is still the solution with the most advantages. To reach its full potential, however, undersizing must be overcome. The best way to do this is to compensate for its effects. Lyft software 1.1 introduced a novel and unique way to achieve this goal. The compensated wall thickness (CWT) tool helps assess the remaining wall thickness with greater accuracy, even in the presence of undersizing.
The tool analyzes a sub-region of the C-scan resulting from the inspection and then isolates the contribution of the defect from the surrounding nominal wall thickness. The reported compensated wall thickness represents the defect’s minimum averaged wall thickness in the selected sub-region rather than the information extracted from the probe’s entire averaging area.
To achieve this result, the Lyft user “boxes” a well-defined defect with the cursor (the box’s dimensions are not used to compensate the wall thickness; it is the area where compensation is performed), which is then flagged as a defect. The user is then prompted to calculate the compensated wall thickness. If the defect meets CWT requirements (which include the scan resolution, the number of data points, the signal quality, among others), the tool evaluates its minimum remaining compensated wall thickness.
To illustrate, consider the following carbon steel pipe section:
- OD: 273 mm (10.75 in)
- Nominal wall thickness 6.4 mm (0.25 in)
- Corrosion blistering area: 770 cm2 (117 in2)
The corrosion product is held in place by the elastomer paint covering the pipe. Any attempt to measure the remaining wall thickness with conventional techniques is impossible without removing the corrosion blisters and paint. Doing so involves using power tools, which can prove hazardous, especially on in-service components.
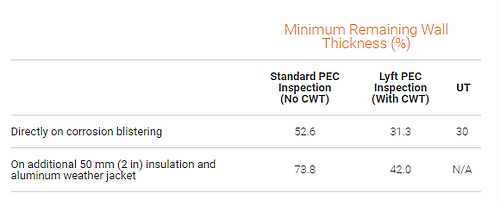
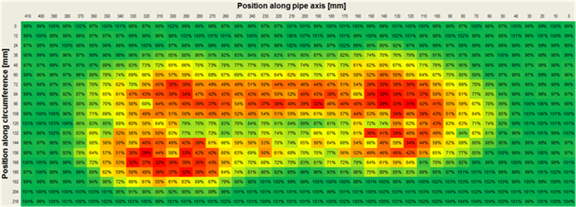
Mapping the remaining wall thickness from inside the pipe section with UT was performed in a laboratory environment. Test results appear below and were used as a baseline for the Lyft PEC measurements. The minimum remaining wall thickness is estimated at approximately 30% (in the illustration below, 1=100%, 0.3=30%)—notice the deep red spots are all marked 0.3.
High-resolution (10.0×12.6 mm / 0.394×0.497 in) PEC scans were performed with Lyft over the outer surface of the pipe directly on the corrosion blistering and then over an additional 50 mm (2 in) insulation covered by an aluminum jacket.

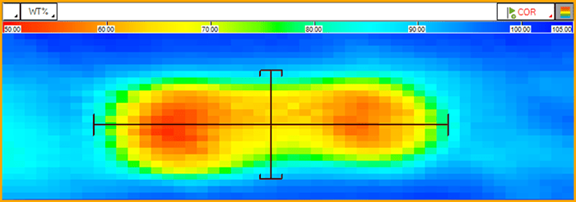
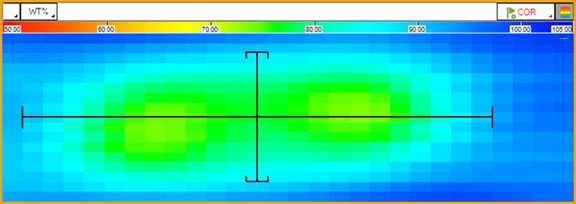
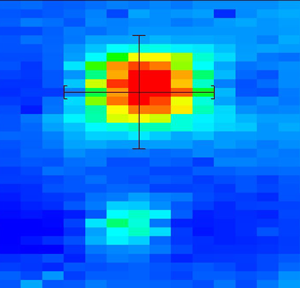
The inspection C-scans (with and without insulation and weather jacket), show very clear maps of the shape and extent of the corrosion blistering.
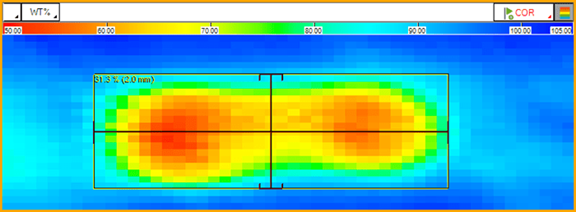
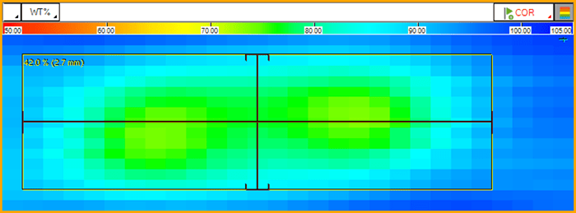
Reading the measured wall thickness in the C-scans from the inspection without compensated wall thickness reveal undersized wall thicknesses, especially over the insulation and aluminum weather jacket. Applying the CWT tool to the corrosion blistering yields much better estimates of the remaining wall thickness of the defect, as you can see from the table below. The compensated wall thickness directly on the corrosion blisters is 31.3%, which is very close to the minimum 30% measured with UT. On the 50 mm (2 in) insulation and aluminum weather jacket, the compensated wall thickness is 42%, a much better estimate than the uncompensated measurement.
The compensated wall thickness tool of the Lyft software 1.1 makes pulsed eddy current inspections for defects smaller than the averaging area of the probe even more powerful. The tool enables estimating the minimum remaining wall thickness much more accurately, something until now only achieved with UT and a major improvement over the uncompensated values provided by other standard PEC solutions.